電力に着目した工作機械の品質コントロール
- IoT 電力センサ
強い競争力と収益を確保するためには、優れた生産性と製造コスト、加工品質の高さが求められます。
工作機械はエネルギーを使用してワークを加工しています。言い換えると、工作機械はエネルギーをワークに与え、変形、変質させていると考えることができます。
工作機械に投入したエネルギーは加工する以外に音や振動、熱に変換されるものがあり、これらはムダに使用されているエネルギーと考えます。さらにはワークに与えるエネルギーのバラツキは加工品質のバラツキと等価と考えます。
電力はムダやバラツキを管理する指標として有用なパラメータとなります。工作機械の電力計測を詳細に行うことで従来見えていなかったムダやバラツキの管理方法をSIRCは提案します。
関連するSIRCの商品
どちらの工場が優れていますか
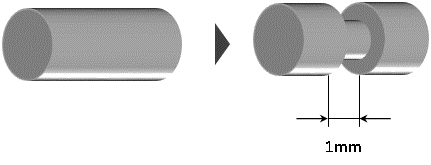
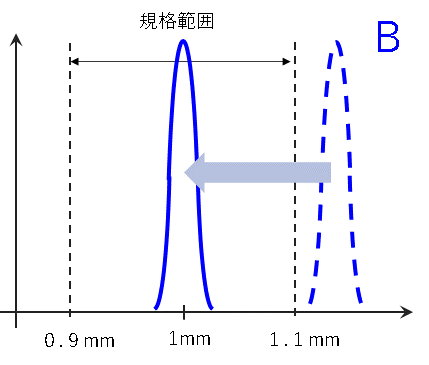
図1に示すように、旋盤を使用して丸棒を切削加工する場合を例にとります。溝部分の寸法は1mmで、その寸法公差は±0.1mmで切削加工するとします。
A工場とB工場で同じ加工条件、同じコストで加工します。試作を行い、加工後の寸法を測定すると、その分布は図2のようになりました。
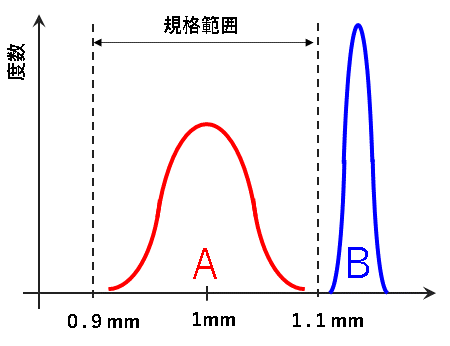
A工場で加工したものは、すべて寸法公差内に入り全数が良品でした。B工場で加工したものは、すべて寸法公差外となり全数が不良となりました。A工場とB工場のどちらで量産したほうがよいでしょうか。
答えは、Bです。
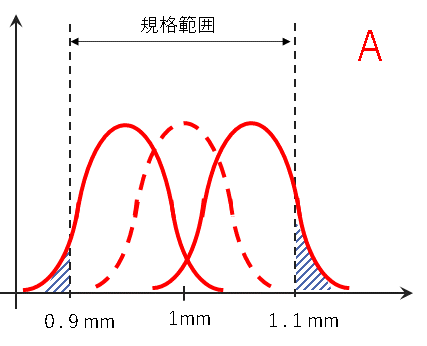
A工場で量産に移行した場合、何らかの要因で中央値が変動すると不良品が出てしまいます。また、ばらつきの多い製造方法では中央値を制御するのは困難です。
B工場で量産する場合は、中央値を制御する必要があります。ただし、ばらつきが少ないので、中央値を規格範囲の中央に制御することで、何らかの変動要因があっても規格範囲を逸脱しないようにできます。
加工に使ったエネルギーに着目します
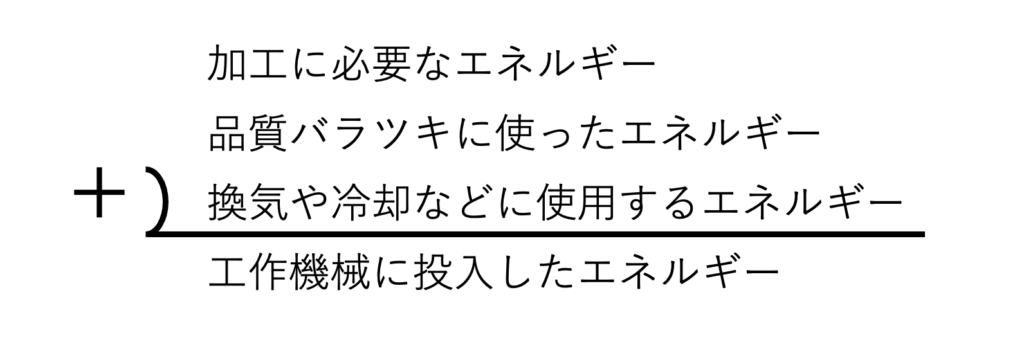
工作機械に投入したエネルギーは、そのすべてが機械加工に使用されるわけではありません。加工に必要なエネルギーの他に換気や冷却、照明など間接的に必要なエネルギーも含まれます。
着目すべきは、品質バラツキに使われたエネルギーです。刃具の振動、チャッキングのがたつき、切粉のカミコミなどに起因する加工以外に使用されるエネルギーによって品質がバラツキます。
前項では1mmの切削加工を例にとりました。図5のように、切削加工寸法を変化させてみるとどうなるでしょうか。切削加工品質がコントロールされていれば、部品1個当たりに使用した加工エネルギーは切削加工寸法すなわち切削量と比例します。
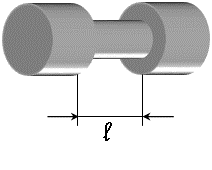
図6に示すように、切削量とそれに使用したエネルギーをグラフ化すると、色々な情報を得ることができます。
(1)工作機械に電源を入れたまま放置しますとわずかに待機電力を消費します。このときは、切削量が0ですので、原点付近にプロットされます。
(2)装置立ち上げ,段取り替え、チョコ停なども切削量が0となりますが電力を消費していますので、計測データはY軸上にプロットされます。
電力削減のためには、切削量が0のときに使用するエネルギーを削減することが重要です。
品質管理のためには、切削量と使用したエネルギーの関係が重要です。
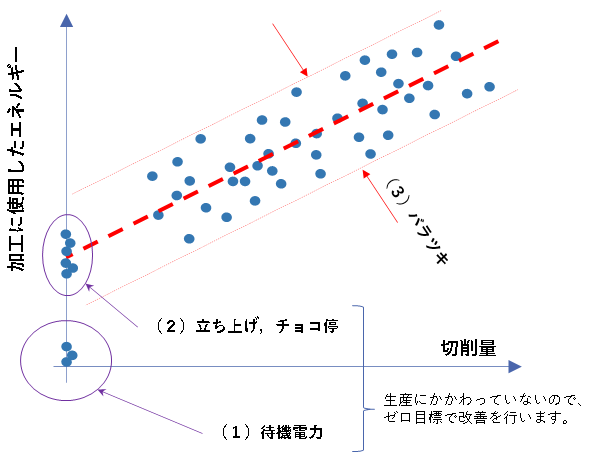
切削量と使用したエネルギーが比例関係にあっても近似直線からのバラツキが多いときは、寸法精度のバラツキとなって現れます。
加工条件の変更、設備の改造などの改善活動のパラメータとして図6の(3)に示す近似直線からのバラツキを活用することができます。
まとめ
工作機械はワークにエネルギーを与え、ワークを変形、変質させるものと考えます。
工作機械へ投入した電力を計測することは、ワークへのエネルギー投入量すなわち加工の品質を示していることになります。エネルギー量とそのバラツキを観測することで加工品質を見極めることができます。
SIRCの電力センサは2つのセンサヘッドを2本の線にクランプするだけで、工作機械へ供給している電力を簡単に計測することができます。
\ こちらの記事もおすすめ /

お電話でのお問い合わせ ☎ 06-6484-5381 受付時間 9:00~17:30(土日・祝日除く)